Jumat, 28 Februari 2014
by
BELAJAR APP
DIMENSI, TOLERANSI DAN SUAIAN
DEFINISI DAN ISTILAH-ISTILAH
Sebelum membahas lebih jauh tentang pengukuran baiklah terlebih dahulu dijelaskan istilah-istilah yang sering digunakan dalam metrologi (ilmu pengukuran).
- Kemampubacaan (readability) : adalah menunjukan berapa teliti skala suatu instrumen dapat dibaca. Instrumen yang mempunyai skala 12 inchi mempunyai kemampubacaan lebih tinggi dari instrumen yang mempunyai skala 6 inchi dan jangkauan sama.
- Cacah terkecil (least count) : adalah beda terkecil antara dua penunjukan yang dapat dideteksi (dibaca) pada skala instrumen.
- Ketelitian (accuracy) instrumen menunjukan deviasi atau penyimpangan terhadap masukan yang diketahui. Misal : pengukur tekanan 100 kPa yang mempunyai ketelitian 1 % artinya teliti disekitar +/- 1 kPa dalam keseluruhan jangkauan bacaan pengukuran tersebut.
- Ketepatan atau presisi suatu instrumen adalah menunjukan kemampuan instrumen itu menghasilkan kembali bacaan tertentu dengan ketelitian yang diketahui. Contoh : suatu instrumen mengukur tegangan 100 Volt, diambil 5 ukuran yang didapat hasilnya adalah 104, 103, 105, 103 dan 105 V. Terlihat bahwa ketelitian tidak lebih baik dari 5% (5 V) sedang presisinya +/- 1 % karena deviasi maksimum dari harga rata-rata 104 V adalah 1 V.
Sebelum membahas lebih jauh tentang pengukuran baiklah terlebih dahulu dijelaskan istilah-istilah yang sering digunakan dalam metrologi (ilmu pengukuran).
- Kemampubacaan (readability) : adalah menunjukan berapa teliti skala suatu instrumen dapat dibaca. Instrumen yang mempunyai skala 12 inchi mempunyai kemampubacaan lebih tinggi dari instrumen yang mempunyai skala 6 inchi dan jangkauan sama.
- Cacah terkecil (least count) : adalah beda terkecil antara dua penunjukan yang dapat dideteksi (dibaca) pada skala instrumen.
- Ketelitian (accuracy) instrumen menunjukan deviasi atau penyimpangan terhadap masukan yang diketahui. Misal : pengukur tekanan 100 kPa yang mempunyai ketelitian 1 % artinya teliti disekitar +/- 1 kPa dalam keseluruhan jangkauan bacaan pengukuran tersebut.
- Ketepatan atau presisi suatu instrumen adalah menunjukan kemampuan instrumen itu menghasilkan kembali bacaan tertentu dengan ketelitian yang diketahui. Contoh : suatu instrumen mengukur tegangan 100 Volt, diambil 5 ukuran yang didapat hasilnya adalah 104, 103, 105, 103 dan 105 V. Terlihat bahwa ketelitian tidak lebih baik dari 5% (5 V) sedang presisinya +/- 1 % karena deviasi maksimum dari harga rata-rata 104 V adalah 1 V.
KALIBRASI
Kalibrasi atau peneraan adalah memeriksa instrumen terhadap standar yang diketahui untuk selanjutnya mengurangi kesalahan dalam ketelitiannya.
Kalibrasi dilakukan terhadap :
1. standar primer
2. standar sekunder yang mempunyai ketelitian lebih tinggi dari instrumen yang dikalibrasi.
3. dengan sumber masukan yang diketahui.
Kalibrasi atau peneraan adalah memeriksa instrumen terhadap standar yang diketahui untuk selanjutnya mengurangi kesalahan dalam ketelitiannya.
Kalibrasi dilakukan terhadap :
1. standar primer
2. standar sekunder yang mempunyai ketelitian lebih tinggi dari instrumen yang dikalibrasi.
3. dengan sumber masukan yang diketahui.
STANDAR
Meter baku (standar) didefinisikan sebagai panjang suatu batang platina-iridium yang dipelihara pada kondisi yang sangat teliti di Biro Internasional untuk Bobot dan Ukuran (International Bureau of Weights and Measures) di Sevres, Perancis.
Kilogram adalah massa platina-iridium yang disimpan di Biro tersebut.
Standar-standar sekunder mengenai massa dan panjang disimpan di National Bureau of Standard (USA) untuk kegunaan kalibrasi.
Tahun 1960 meter standar didefinisikan dengan panjang gelombang cahaya merah-jingga lampu krypton-86. Meter standar adalah :
1 meter = 1.650.763,73 panjang gelombang
1 detik (sekon) adalah waktu yang diperlukan untuk 9.192.631.770 periode radiasi yang berhubungan dengan transisi dua tingkat yang sangat halus daripada keadaan fundamental atom Cesium-133.
Skala suhu absolut diusulkan oleh Lord Kelvin pada tahun 1854 :
K = oC + 273,15
oR = oF + 459,67
oF = 9/5 oC + 32,0
Meter baku (standar) didefinisikan sebagai panjang suatu batang platina-iridium yang dipelihara pada kondisi yang sangat teliti di Biro Internasional untuk Bobot dan Ukuran (International Bureau of Weights and Measures) di Sevres, Perancis.
Kilogram adalah massa platina-iridium yang disimpan di Biro tersebut.
Standar-standar sekunder mengenai massa dan panjang disimpan di National Bureau of Standard (USA) untuk kegunaan kalibrasi.
Tahun 1960 meter standar didefinisikan dengan panjang gelombang cahaya merah-jingga lampu krypton-86. Meter standar adalah :
1 meter = 1.650.763,73 panjang gelombang
1 detik (sekon) adalah waktu yang diperlukan untuk 9.192.631.770 periode radiasi yang berhubungan dengan transisi dua tingkat yang sangat halus daripada keadaan fundamental atom Cesium-133.
Skala suhu absolut diusulkan oleh Lord Kelvin pada tahun 1854 :
K = oC + 273,15
oR = oF + 459,67
oF = 9/5 oC + 32,0
DIMENSI DAN SATUAN
Dimensi fundamental adalah :
L = panjang
M = massa
F = gaya
τ = waktu
T = suhu
Gaya ≈ laju perpindahan momentum menurut waktu.
F = k d(m.v)/dτ
Dimensi fundamental adalah :
L = panjang
M = massa
F = gaya
τ = waktu
T = suhu
Gaya ≈ laju perpindahan momentum menurut waktu.
F = k d(m.v)/dτ
F = m.a/gc
k = konstanta proporsional, 1/gc = k, a = percepatan = dv/dτ
• Kerja atau usaha mempunyai dimensi hasil perkalian gaya dengan jarak.
N.m = 1 joule (J)
• Bobot suatu benda didefinisikan sebagai gaya yang bekerja pada benda itu sebagai percepatan gravitasi.
W = g/gc . m W = bobot
g = gravitasi
• Kerja atau usaha mempunyai dimensi hasil perkalian gaya dengan jarak.
N.m = 1 joule (J)
• Bobot suatu benda didefinisikan sebagai gaya yang bekerja pada benda itu sebagai percepatan gravitasi.
W = g/gc . m W = bobot
g = gravitasi
Satuan-satuan dasar dan tambahan dalam SI :


TOLERANSI DAN SUAIAN
Produk yang dihasilkan dari proses produksi mempunyai ragam atau variasi. Proses duplikasi produk dengan sempurna tidak akan dicapai, melainkan hanya mungkin dihasilkan produk yang berbeda-beda karakteristiknya. Hal ini menuntut perancang produk mempunyai kesadaran bahwa suatu toleransi harus diperhitungkan pada waktu spesifikasi produk ditetapkan. Memberikan toleransi berarti menentukan bata-batas maksimum dan minimum dimana penyimpangan produk harus terletak. Dalam hal spesifikasi geometrik mencakup toleransi atas ukuran, bentuk, posisi serta kekasaran permukaan produk.
Produk yang dihasilkan dari proses produksi mempunyai ragam atau variasi. Proses duplikasi produk dengan sempurna tidak akan dicapai, melainkan hanya mungkin dihasilkan produk yang berbeda-beda karakteristiknya. Hal ini menuntut perancang produk mempunyai kesadaran bahwa suatu toleransi harus diperhitungkan pada waktu spesifikasi produk ditetapkan. Memberikan toleransi berarti menentukan bata-batas maksimum dan minimum dimana penyimpangan produk harus terletak. Dalam hal spesifikasi geometrik mencakup toleransi atas ukuran, bentuk, posisi serta kekasaran permukaan produk.
Namun tidak semua spesifikasi geometrik menjadi perhatian utama/kritis seperti misalnya tebal pelat penutup yang tidak memerlukan spesifikasi yang ketat. Bagi elemen yang tidak kritis toleransi geometriknya tak perlu atau lebih tegasnya jangan diberikan, hal ini bukan berarti toleransinya nol namun artinya toleransinya terbuka yang artinya spesifiksi geometriknya boleh menyimpang secara wajar. Lain halnya kalau komponen tersebut kritis maka batas-batas toleransinya harus pasti.
Toleransi
Berikut ini uraian dan penjelasan mengenai prinsip serta definisi standar ISO.
Toleransi ukuran adalah perbedaan ukuran antara kedua harga batas dimana harga ukuran atau jarak permukaan/batas geometri komponen harus terletak. Untuk setiap komponen perlu didefinisikan suatu ukuran dasar sehingga kedua harga batas (maksimum dan minimum) dapat dinyatakan dengan suatu penyimpangan terhadap ukuran dasar. Ukuran dasar ini sedapat mungkin dinyatakan dalam bilangan bulat. Dalam penentuan dimensi lobang dan poros diperlihatkan istilah istilah yang sering digunakan yang diperlihatkan pada gambar berikut.
Berikut ini uraian dan penjelasan mengenai prinsip serta definisi standar ISO.
Toleransi ukuran adalah perbedaan ukuran antara kedua harga batas dimana harga ukuran atau jarak permukaan/batas geometri komponen harus terletak. Untuk setiap komponen perlu didefinisikan suatu ukuran dasar sehingga kedua harga batas (maksimum dan minimum) dapat dinyatakan dengan suatu penyimpangan terhadap ukuran dasar. Ukuran dasar ini sedapat mungkin dinyatakan dalam bilangan bulat. Dalam penentuan dimensi lobang dan poros diperlihatkan istilah istilah yang sering digunakan yang diperlihatkan pada gambar berikut.

Untuk tujuan mempermudah penggambaran toleransi maka dibuat diagram secara skematik denga catatan bahwa sumbu komponen selalu diletakkan di bawah. Misalnya kedua penyimpangan dari lubang adalah positif dan kedua penyimpangan poros adalah negatif maka diagram skematik yang menunjukkan pasangan tersebut adalah sebagaimana gambar berikut ini.

Gambar diagram skematik untuk penggambaran toleransi dimensi/ukuran.
Posisi daerah toleransi baik utnuk lubang maupun untuk poros dapat terletak diatas maupun dibawah garis nol. Pada gambar selanjutnya akan diperlihatkan posisi daerah toleransi poros beserta notasi-notasi yang menunjukan penyimpangannya.

Gambar posisi daerah toleransi poros terhadap garis nol.
Suaian
Apabila dua buah komponen akan dirakit maka hubungan yang terjadi yang ditimbulkan oleh karena adanya perbedaan ukuran sebelum mereka disatukan disebut suaian (fit).
Ada tiga jenis suaian :
1. Suaian Longgar.
yaitu suaian yang selalu menghasilkan kelonggaran. Daerah toleransi lubang selalu terletak di atas toleransi poros.
2. Suaian Paksa (Interference fit)
yaitu suaian yang selalu akan menghasilkan kerapatan. Daerah toleransi lubang selalu terletak dibawah daerah toleransi poros.
3. Suaian Pas (Transition fit)
yaitu suaian yang dapat menghasilkan kelonggaran ataupun kerapatan. Daerah toleransi lubang dan daerah toleransi poros berpotongan (sebagian saling menutupi).
Dalam ISO ditetapkan dua buah sistem suaian yang dapat dipilih yaitu sistem suaian berbasis poros dan sistem suaian berbasis lobang. Pada sistem suaian berbasis poros maka penyimpangan atas toleransi poros selalu berharga nol (es=0). Sebaliknya untuk sistem suaian berbasis lubang maka penyimpangan bawah toleransi lubang selalu bernilai nol (EI = 0).
Apabila dua buah komponen akan dirakit maka hubungan yang terjadi yang ditimbulkan oleh karena adanya perbedaan ukuran sebelum mereka disatukan disebut suaian (fit).
Ada tiga jenis suaian :
1. Suaian Longgar.
yaitu suaian yang selalu menghasilkan kelonggaran. Daerah toleransi lubang selalu terletak di atas toleransi poros.
2. Suaian Paksa (Interference fit)
yaitu suaian yang selalu akan menghasilkan kerapatan. Daerah toleransi lubang selalu terletak dibawah daerah toleransi poros.
3. Suaian Pas (Transition fit)
yaitu suaian yang dapat menghasilkan kelonggaran ataupun kerapatan. Daerah toleransi lubang dan daerah toleransi poros berpotongan (sebagian saling menutupi).
Dalam ISO ditetapkan dua buah sistem suaian yang dapat dipilih yaitu sistem suaian berbasis poros dan sistem suaian berbasis lobang. Pada sistem suaian berbasis poros maka penyimpangan atas toleransi poros selalu berharga nol (es=0). Sebaliknya untuk sistem suaian berbasis lubang maka penyimpangan bawah toleransi lubang selalu bernilai nol (EI = 0).
Cara Penulisan Toleransi Dan Dimensi
Berbagai cara penulisan toleransi ukuran yang bisa dan biasa digunakan ditunjukkan pada gambar di bawah ini.
Berbagai cara penulisan toleransi ukuran yang bisa dan biasa digunakan ditunjukkan pada gambar di bawah ini.

Bagi dimensi luar (poros) atau dalam (lubang) harganya dinyatakan dengan angka (satuan dalam mm untuk sistem metrik) yang dituliskan diatas garis tanda ukuran. Jika dilihat sepintas cara A kurang memberikan informasi dibandingkan dengan cara B & C. Cara D, yang meskipun tidak secara langsung menyebutkan harga batas-batas penyimpangan, tetapi simbol toleransi dengan kode huruf dan angka (g7) mengandung informasi lain yang sangat bermanfaat yaitu sifat suaian bila komponen bertemu pasangannya, cara pembuatan dan metode pengukuran.
Rincian penjelasan cara penulisan toleransi adalah sebagai berikut :
A Ukuran maksimum dituliskan diatas ukuran minimum. Merupakan cara lama yang dipakai di Amerika dan Inggris (dengan satuan inchi). Cara penulisan yang demikian ini, meskipun memudahkan penyetelan mesin perkakas yang mempunyai alat kontrol terhadap dimensi produk, tetapi tidak praktis dipandang dari segi perancangan yaitu dalam hal perhitungan toleransi dan penulisannya pada gambar teknik.
A Ukuran maksimum dituliskan diatas ukuran minimum. Merupakan cara lama yang dipakai di Amerika dan Inggris (dengan satuan inchi). Cara penulisan yang demikian ini, meskipun memudahkan penyetelan mesin perkakas yang mempunyai alat kontrol terhadap dimensi produk, tetapi tidak praktis dipandang dari segi perancangan yaitu dalam hal perhitungan toleransi dan penulisannya pada gambar teknik.
B Dengan menuliskan ukuran dasar beserta harga-harga penyimpangannya. Penyimpangan atas dituliskan disebelah atasnya penyimpangan bawah, dengan jumlah angka desimal yang sama (kecuali untuk penyimpangan nol). Cara penulisan ini lebih baik dari cara A karena memudahkan baik bagi siperancang untuk menghitung dan menuliskan toleransi maupun bagi si pembuat (operator mesin) dalam usahanya untuk mencapai dimensi produk yang diinginkan.
C Serupa dengan cara B apabila toleransi terletak simetrik terhadap ukuran dasar. Harga penyimpangan haruslah dituliskan sekali saja dengan didahului tanda ±.
D Cara penulisan ukuran (ukuran nominal) yang menjadi ukuran dasar bagi toleransi dimensi yang dinyatakan dengan kode/simbol anjuran ISO. Cara ini mulai banyak digunakan di negara-negara industri karena berbagai keuntungan yang bisa diperoleh akibat penerapannya secara intensif.
Penggunaan standar ISO akan menguntungkan dalam hal :
• memperlancar komunikasi sebab dilakukan secara internasional
• mempermudah perancangan karena dikaitkan dengan fungsi
• mempermudah perencanaan proses sebab menunjukkan aspek pembuatan, dan
• memungkinkan pengontrolan kualitas karena acuannya jelas.
Penggunaan standar ISO akan menguntungkan dalam hal :
• memperlancar komunikasi sebab dilakukan secara internasional
• mempermudah perancangan karena dikaitkan dengan fungsi
• mempermudah perencanaan proses sebab menunjukkan aspek pembuatan, dan
• memungkinkan pengontrolan kualitas karena acuannya jelas.
Jumat, 21 Februari 2014
by
BELAJAR APP
| ALAT UKUR PANJANG | |
Penggaris | Penggaris adalah macam alat ukur pangjang yang paling populer. Ada banyak jenis penggaris seperti penggaris siku, penggaris biasa, penggaris untuk tukang, dsb. Skala penggaris biasanya dalam cm (ketelitian 1mm) atau inchi tapi tidak menutup kemungkinan dengan satuan yang lain tergantung penggunaanya |
 Jangka Sorong | Alat ukur pangjanng ini memiliki ketelitian 0,1 mm. Bentuknya seperti kuci inggris. Buat lebih jelasnya silahkan baca Jangka Sorong |
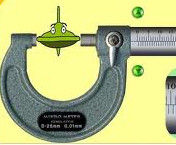 Mikrometer Sekrup | Alat ukur panjang ini lebih presisi lagi. Tingkat ketelitian hingga 0,01 mm. Ingin tahu lebih jauh apa itu mikrometer sekrup dan cara menggunakannya silahkan baca di Micrometer Sekrew |

Meteran
| Pada prinsipnya sama dengan penggaris namun bentuknya berupa pita panjang yang bisa digulung. Biasanya digunakan oleh tukang kayu atau tukang batu dan untuk mengukur tinggi badan. |
| ALAT UKUR MASSA | |
 Timbangan Pasar Timbangan Pasar | Timbangan yang banyak digunakan di pasar. Terdiri dari dua bagian utama, yaitu bagian tempat benda dan bagian anak timbangan. Berkapasitas ukur maksimal 15-20 kg dan bisa dibawa dengan tangan. |

Neraca Dua Lengan dan Tiga Lengan
| Alat ukur massa ini mempunyai ketelitian yang lebih dibandingkan dengan timbangan pasar. Disebut dua lengan karena terdiri dari dua lengan utama, demikian juga berlaku untuk penyebutan tiga lengan. Neraca tiga lengan lebih presisi dari neraca dua lengan. Untuk lebih jelasnya silahkan baca di Neracat Dua Lengan |

Timbangan Gantung
| Banyak di jumpai di pasar-pasar, kapasitas ukur maksimal 100 s.d. 150 kilogram. Cara menimbangnya yaitu dengan membungkus benda dalam wadah karung (bisa yang lain) kemudian di kaitkan dengan pengait yang ada di timbangan gantung. |
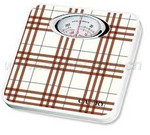
Timbangan Kamar Mandi
| Bagi sebagian orang timbangan ini ditakuti. :D. Timbangan kamar madi adalah sebutan timbangan badan yang sering kita pakai dengan berdiri di atasnya. Biasanya maksimal timbangan ini adalah 150-180 kilogtam. |
| Berbagai Macam Timbangan Lainnya | Timbangan Bayi, Timbangan Duduk, Timbangan Digital, Timbangan Mejad, dan lain sebagainya. |
| ALAT UKUR WAKTU | |

Jam
| Jam atau arloji adalah alat ukur waktu paling populer, macam dan bentuknya sangat banyak. Ada jam dinding, jam tangan, jam mekanik, jam digital, dan lain sebagainya. Tingkat ketlitian jam mulai dari 0,1 s hingga 1s |

Stopwatch
| Alat ini cocok untuk mengurkur waktu dalam range tertentu. Prinsipnya sama seperti jam digital. |

Jam Pasir
| Alat ukur waktu jaman dahulu. Terbuat dari kaca dengan media pasir sebagai pengukur waktunya. |
| Tanggal | Sistem penanggalan adalah alat ukur waktu untuk jangka waktu yang relatif lama, mulai dari hari, bulan, tahun, abad, hingga milenium. |
| ALAT UKUR GAYA ATAU BERAT | |
| Neraca Pegas atau Dinamo Meter | Merupakan alat ukur gaya yang menggunakan pegas yang natinya akan ditarik oleh gaya atau berat benda sehingga menghasilkan nilai tertentu. Alat ukur gaya (force gauge) ada banyak jenisnya ada yang mekanik ada juga yang sudah canggih berbasis sistem pengukuran digital. |
| ALAT UKUR LISTRIK (EKLETRONIK) | |

Voltmeter
| Alat Ukur Tegangan (satuan Volt) |

Amperemeter
| Untuk mengukur arus listrik (Satuan Ampere) |
Ohmmeter
| Untuk mengukur besarnya hambatan listrik |
| Galvanometer | Alat ukur arus listrik dalam jumlah yang sangat kecil |

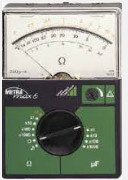
Multimeter
| Gabungan, alat ukur listrik yang bisa digunakan untuk mengukur tegangan, arus, dan hambatan listrik sekaligus |
| Wattmeter | Alat ukut daya listrik (satuan watt) |
| Eletrometer | Untuk mengukur muatan listrik (satuan Coloumb) |
| ALAT-ALAT UKUR LAINNYA | |
| Nama Alat Ukur | Kegunaan |
| Altimeter | untuk mengukur ketinggian suatu tempat dari permukaan air laut |
| Anemometer | Mengukur kecepatan angin |
| Evaporimeter | tingkat evaporasi |
| Barometer | Alat ukur tekanan udara |
| Kalorimeter | Mengukur panas atau jumlah kalori |
| Radar Doppler | Kecepatan |
| Densimeter | Mengukur kerapatan |
| Graphometer | Alat ukur sudut, bisa juga menggunakan busur maupun kompas |
| Hidrometer | mengukur curah hujan |
| Higrometer | Kelembapan |
| Lux Meter | Alat ukur intensitas cahaya (satuan candela) |
| Manometer | Alat ukur tekanan |
| Termometer | Alat ukur suhu, skala TERMOMETER terganung jenis termometer. |
| Tensimeter | Mengukut tekanan suatu cairan (ex. darah) |
| Dosimeter | alat untuk megukur dosis radiasi |
| Spektroskopi | Alat ukur Intensitas radiasi |
Jumat, 14 Februari 2014
by
BELAJAR APP


Metrologi (ilmu pengukuran) adalah disiplin ilmu yang mempelajari cara pengukuran, kalibrasi dan akurasi di bidang industri, ilmu pengetahuan dan teknologi. Dalam dunia modern metrologi berperan vital untuk melindungi konsumen dan memastikan barang - barang yang di produksi memenuhi standard dimensi dan kualitas yang telah di tetapkan.
Metrologi industri banyak berhubungan dengan pengukuran, massa, volume, panjang, suhu, tegangan, listrik, arus, kelembaban, dan besaran - besaran fisika maupun kimia lainnya yang diperlukan dalam pengkontrolan proses dan proses industri.

Definisi Metrologi Industri adalah sebagai berikut :
Sejarah Pengukuran
Tahun 500 SM, Protagoras dari yunani menyatakan bahwa ‘Manusia merupakan ukuran semua benda’
• Di Museum Munchen (Munich), saat ini menyimpan koleksi sebanyak 68 satuan standard kaki
• Pada abad ke 17, Fortin seorang Perancis mendefinbisikan bahwa :
• Pada tahun 1889 di Perancis, definisi standard panjang diperbaharui menjadi:
Karakteristik Geometrik
“Karakteristik Fungsional dari suatu mesin tergantung pada karakteristik geometrik dari komponen mesin tersebut.”
Spesifikasi Geometrik
Tidak semua ukuran, bentuk, dan kekasaran setiap bagian produk (komponen mesin) dianggap utama.
Mengapa Perlu Spesifikasi Geometrik ?- penyetelan mesin perkakas
- pengukuran geometri produk
- gerakan mesin perkakas
- keausan pahat (perkakas potong)
- perubahan temperatur, dan/atau
- besarnya gaya pemotongan
“Harus ada toleransi terhadap adanya suatu penyimpangan geometrik”
• Cara Produksi komponen dengan Sifat Ketertukaran, yang mempunyai keuntungankeuntungan antara lain :
1. Waktu perakitan dapat diturunkan
2. Komponen tidak harus dibuat oleh pabrik yang bersangkutan (out-plant)
3. Suku cadang dapat dibuat dengan massal dan denganbiaya relatif murah
4. Produktifitas dan fleksibilitas sistem produksi terjamin
Spesifikasi Geometri menyangkut :
• Ukuran / dimensi (dimension)
• Bentuk (form)
• Posisi (position)
• Kekasaran Permukaan (surface roughness
“ Yaitu ilmu mengenai pengukuran karakteristik geometris suatu produk/komponen mesin dengan alat dan cara yang sesuai sedemikian rupa sehingga hasil pengukuran dianggap sebagai yang paling dekat dengan geometri sesungguhnya dari komponen mesin yang bersangkutan.”
• Istilah metrologi dikenal manusia jauh sebelum waktu Masehi (+ 4000 SM).
• Di Mesir pada saat itu sudah diperkenalkan satuan ukuran panjang yang diambil dari ukuran anggota badan, yaitu :
1 Lengan = 463,3 mm
1 Kaki = 2/3 lengan
1 Jengkal = 1/2 lengan
1 Tapak tangan = 1/6 lengan
1 Jari tangan = 1/24 lengan
• Berdasarkan standar panjang tersebut, bangsa mesir ternyata mampu membangun Pyramid (2750 SM).
• Kesikuan antara sisi bujur sangkar dari dasar pyramid, toleransinya adalah + 12 detik,
• Sedangkan panjang masing masing sisi bujursangkarnya yang 230.000 mm mempunyai kecermatan + 14 mm.
• Di Museum Munchen (Munich), saat ini menyimpan koleksi sebanyak 68 satuan standard kaki
• Pada abad ke 17, Fortin seorang Perancis mendefinbisikan bahwa :
1 meter = 1/40 juta keliling bumi
• Di Museum Munchen (Munich), saat ini menyimpan koleksi sebanyak 68 satuan standard kaki• Pada tahun 1889 di Perancis, definisi standard panjang diperbaharui menjadi:
1 meter = Panjang garis netral antara 2 garis ditepi batang berpenampang X dibuat dari 90 % platina dan 10 % irridium.
Panjang tersebut harus diukur pada temperatur 0°C, dengan tekanan 1 atm, dimana batang mendatar dan ditumpu simetris sejarak 0,559 m. Besaran standard ini disimpan di Paris.
Perkembangan ilmu isotope maka pada tahun 1960, standard satu meter di definisikan sebagai (sidang ke-11 CGPM):
“ Panjang yang sama dengan 1.650.763,73 kali panjang gelombang sinar pada ruang hampa,
berasal dari radiasi akibat perubahan tingkat energi atom Kripton 86 dari tingkatan 2p10 ke 5d5”.
Pada Februari 1962 Indonesia masuk menjadi anggota Konvensi Meter Internasional dan memperolah standar panjang (Standar Panjang No. 27 dan Standar Massa No. 46)
• Sejak Ditemukan Laser oleh T.H. Maiman (Amerika) pada 1960, riset di bidang ini terus meningkat. Sehingga pada 1982 tercatat dengan menggunakan laser pengukuran 1 m sampai ketepatan + 1,3 nm
• Sidang CGPM ke-17, 20 Oktober 1983 menetapkan :
“Satu meter adalah jarak (dimensi) yang ditempuh sinar (laser merah yang berasal dari gas Argon yang di-ionkan yang distabilkan panjang gelombangnya) pada ruang hampa selama 1/299792458 secon”.
Karakteristik Fungsional
“Mesin umumnya dirancang untuk suatu karakteristik fungsional tertentu”
Misal :
Pompa sentrifugal dirancang dengan kemampuan untuk mengalirkan cairan ke ketinggian yang tertentu dengan kapasitas dan kecepatan aliran yang tertentu pula
Karakteristik Geometrik
“Karakteristik Fungsional dari suatu mesin tergantung pada karakteristik geometrik dari komponen mesin tersebut.”
Komponen mesin yang bercirikan geometrik (ukuran, bentuk, posisi, dan kekasaran permukaan) yang teliti sangat penting untuk menghasilkan karakteristik fungsional sesuai dengan yang direncanakan.
Spesifikasi Geometrik
Tidak semua ukuran, bentuk, dan kekasaran setiap bagian produk (komponen mesin) dianggap utama.
Mengapa Perlu Spesifikasi Geometrik ?- penyetelan mesin perkakas
- pengukuran geometri produk
- gerakan mesin perkakas
- keausan pahat (perkakas potong)
- perubahan temperatur, dan/atau
- besarnya gaya pemotongan
“Harus ada toleransi terhadap adanya suatu penyimpangan geometrik”
• Cara Produksi komponen dengan Sifat Ketertukaran, yang mempunyai keuntungankeuntungan antara lain :
1. Waktu perakitan dapat diturunkan
2. Komponen tidak harus dibuat oleh pabrik yang bersangkutan (out-plant)
3. Suku cadang dapat dibuat dengan massal dan denganbiaya relatif murah
4. Produktifitas dan fleksibilitas sistem produksi terjamin
Spesifikasi Geometri menyangkut :
• Ukuran / dimensi (dimension)
• Bentuk (form)
• Posisi (position)
• Kekasaran Permukaan (surface roughness