Jumat, 23 Mei 2014
by
BELAJAR APP
A. PENGERTIAN
Pengukuran kebulatan merupakan
pengukuran yang ditujukan untuk memeriksa kebulatan suatu benda atau dengan
kata lain untuk mengetahui apakah suatu benda benar benar bulat atau tidak jika
dilihat secara teliti dengan menggunakan alat ukur.
Kebulatan mempunyai peranan penting
dalam hal:
1. Membagi beban sama rata
2. Menentukan umur komponen
3. Menentukan kondisi suaian
4. Menentukan ketelitian putaran
5.
Memperlancar
pelumasan
Ketidak bulatatan merupakan salah satu
jenis kesalahan bentuk dan umumnya amat berkaitan dengan beberapa kesalahan
bentuk lainya seperti:
1. Kesamaaan sumbu dan konsentrisitas
(concentricity)
2. Kelurusan (straighness)
3. Ketegaklurusan (perpendicularity)
4. Kesejajaran (parallelism)
5.
Kesilindrikan
(clindricity)
B.
MACAM-
MACAM ALAT-ALAT UKUR KEBULATAN
1.
DIAL
INDIKATOR
Dial Indikator merupakan alat ukur yang menggunakan
prinsip kerja pengubah mekanik yaitu pada pasangan roda gigi dengan batang gigi
yang digunakan dalam dial indikator. Dial Indikator terdiri atas beberapa
bagian utama yaitu : sensor, pengubah berupa batang gigi, roda gigi dan pegas,
serta bagian penunjuk berupa jarum dan skala. Dial indikator merupakan alat
ukur pembanding yang banyak digunakan dalam industri permesinan dibagian
produksi.
Pengukuran kebulatan dilakukan dengan
memutar benda ukur sejauh 360 derajat dan sensor menyentuh permukaan benda ukur
yang diukur kebulatannya.Pengukuran ini dilakukan
untuk menemukan penyimpangan kebulatan
benda ukur terhadap lingkaran sempurna.Hal tersebut merupakan hal yang sangat
esensial dalam kontrol produksi mekanik.Dalam pengukuran kebulatan alat ukur
yang digunakan adalah Dial Indikator.
Dengan menggunakan alat ukur dial
indikator pada poros hasil proses bubut serta alat bantu V blok dan dial stand.
Kita dapat melakukan pengukuran kebulatan untuk memeriksa kebulatan benda
tersebut. Dial indikator dapat juga digunakan untuk mengukur perubahan ketinggian
pada permukaan suatu benda, jadi dapat diketahui benda tersebut memiliki
permukaan yang rata atau tidak.
Dengan memanfaatkan prinsip yang sama,
sebuah benda yang berbentuk silinder dapat diperiksa kebulatannya. Dengan
menetapkan suatu titik pada sisi silinder sebagai acuan(titik nol),kemudian
melakukan pengukuran terhadap titik lain dapat diketahui apakah terjadi
pelekukan atau penggundukan yang memengaruhi kebulatan benda tersebut dan
seberapa besar nilainya.Kebulatan dan diameter adalah dua karakter geometris
yang berbeda, meskipun demikian keduanya saling berkaitan. Ketidakbulatan akan
mempengaruhi hasil pengukuran diameter, sebaliknya pengukuran diameter tidak
selalu akan menunjukkan ketidakbulatan.

Dial indikator terdiri dari sensor
pengubah berupa batang gigi, roda gigi dan pegas serta bagian penunjuk berupa
jarum dan skala. Pada bagian penunjuk yang berupa jam untuk menbaca skala hasil
pengukuran dibutuhkan posisi mata yang tegak lurus terhadap skala untuk
menghindari kesalahan dalam membaca hasil pengukuran. Kesalahan dalam pembacaan
hasil sering disebut dengan kesalahan peralatan.

Pada gambar
terlihat bagian dial indicator yaitu pegas koil dan pegas spiral.
Pegas koil
Berfungsi untuk penekan batang bergigi
sehingga sensor selalu menekan kebawah.
Pegas spiral berfungsi sebagai penekan sistem
transmisi roda gigi sehingga permukaan gigi yang berpasangan selalu menekan
sisi yang sama untuk kedua arah putaran (guna menghindari Back lash /
keterlambatan gerak balik,yang mungkin terjadi karena profil gigi yang tak
sempurna ataupun kehausan). Sebagaimana dengan jam mekanik beberapa jenis jam
ukur atau dial indikator mempunyai batu (jewel) untuk mengurangi gesekan pada
dudukan poros roda gigi. (pengaturan pada posisi nol) setelah dua tanda
pembatas pada jam ukur diatur posisinya sesuai dengan daerah toleransi produk,
pemeriksaan kualitas geometrik produk dapat dilakukan dengan mudah. Jika tidak
perlu kecermatan tinggi, benda silindris mungkin diperiksa kesilindrisan
ataupun kebulatannya dengan jam ukur, dalam hal ini benda ukur harus diletakkan
diatas blok V.
Toleransi kesalahan putar( run-out
tolerance)diperiksa dengan cara menempatkan jam ukur pada posisi yang tetap dan
benda ukur diputar pada sumbu tertentu .
2. MIKROMETER

Mikrometer adalah alat ukur yang dapat melihat
dan mengukur benda dengan satuan ukur yang memiliki ketelitian 0.01 mm
Satu mikrometer adalah secara luas
digunakan alat di dalam teknik mesin electro untuk mengukur ketebalan secara
tepat dari blok-blok, luar dan garis tengah dari kerendahan dan batang-batang
slot. Mikrometer ini banyak dipakai dalam metrology, studi dari pengukuran,
Pada bab ini akan membahas tentang : 1
Jenis 2 Membaca satu mikrometer sistem inci 3 Membaca satu mikrometer metrik 4
Membaca satu mikrometer vernier 5. Acuan
Mikrometer memiliki 3 jenis umum
pengelompokan yang didasarkan pada aplikasi berikut :
Kecermatan pembacaan skala adalah
0,01mm, 0,05mm,dengan kapasitas ukur yang beragam. Untuk kapasitas ukur yang
besar biasanya dilengkapi dengan jam kecil pada piringan jam besar,dimana satu
putaran penuh jarum yang besar adalah sesuai dengan satu angka jam yang kecil .
Pada pinggir piringan umumnya dilengkapi dengan 2 tanda pembatas yang dapat
diatur kedudukannya yang menyatakan batas atas dan batas bawah dari daerah
toleransi suatu produk yang hendak diperiksa.Selain itu, piringan skala dapat
diputar untuk mengatur posisi nol sewaktu pengukuran dimulai.
Ujung sensor dapat diganti dengan
berbagai bentuk dan dibuat dari baja, karbida atau saphire, pemilihan jenis sensor
disesuaikan dengan kondisi benda ukur dan penggunaannya.
Saat dipakai, jam ukur biasanya
dipasangkan pada dudukan. Tinggi sensor disesuaikan dengan tinggi nominal /
ukuran dasar produk yang akan diperiksa dimensinya dengan bantuan blok ukur
a) Mikrometer Luar Mikrometer
luar digunakan untuk ukuran memasang kawat, lapisan-lapisan, blok-blok dan
batang-batang.
b) Mikrometer dalam Mikrometer
dalam digunakan untuk mengukur garis tengah dari lubang suatu benda
c) Mikrometer kedalaman Mikrometer
kedalaman digunakan untuk mengukur kerendahan dari langkah-langkah dan
slot-slot.
Satu mikrometer ditetapkan dengan
menggunakan satu mekanisme sekrup titik nada.Satu fitur yang menarik tambahan
dari mikrometer-mikrometer adalah pemasukan satu tangkai menjadi bengkok yang
terisi.Secara normal, orang bisa menggunakan keuntungan mekanis sekrup untuk
menekan material, memberi satu pengukuran yang tidak akurat. Dengan cara
memasang satu tangkai yang roda bergigi searah keinginan pada satu tenaga
putaran tertentu

2
Landasan
(Anvil) Landasan ini berfungsi sebagai penahan ketika benda diletakan dan
diantara anvil dan spindle.
3
Spindle
(gelendong) Spindle ini merupakan silinder yang dapat digerakan menuju
landasan.
4
Pengunci
(lock) Pengunci ini berfungsi sebagai penahan spindle agar tidak bergerak
ketika mengukur benda.
5
Sleeve
Tempat skala utama.
6
Thimble
Tempat skala nonius berada
7
Ratchet
Knob Untuk memajukan atau memundurkan spindel agar sisi benda yang akan diukur
tepat berada diantara spindle dan anvil.
Cara menggunakan mikrometer skrup:
1.
Membuka
pengunci mikrometer skrup kemudian membuka celah antara spindle dan anvil
sedikit lebih besar dari benda yang akan diukur dengan cara memutar Ratchet
Knob
2.
Masukan
benda yang akan diukur diantara spindle dan anvil.
3.
Geserkan
spindle ke arah benda dengan cara memutar ratchet knob sampai terdengar bunyi
klik. Jangan sampai terlalu kuat, cukup sampai benda tidak jatuh saja.
4.
unci
mikrometer skrup agar spindle tidak bergerak.
5.
Keluarkan
benda dari mikrometer skrup dan baca skalanya.
Prinsip Kerja Mikrometer Sekrup
Mikrometer sekrup memiliki ketelitian
sepuluh kali lebih teliti daripada jangka sorong. Ketelitiannya sampai 0,01 mm.
Alat ukur ini mempunyai batang pengukur yang terdiri atas skala dalam
milimeter, dan juga sekrup berskala satu putaran sekrup besarnya sama dengan 0.5
mm dan 0.5 mm pada skala utama dibagi menjadi 100 skala kecil yang terdapat
pada sekrup.
Untuk membaca hasil pengukuran pada
mikrometer sekrup dapat dilakukan dengan langkah sebagai berikut :
1.
Menentukan
nilai skala utama yang terdekat dengan selubung silinder (bidal) dari rahang
geser ( skala utama yang berada tepat di depan/berimpit dengan selubung
silinder luar rahang geser).
2. Menentukan nilai skala nonius yang
berimpit dengan garis mendatar pada skala utama.
3.
Hasil
pengukuran dinyatakan dalam persamaan :
Hasil = Skala Utama + (Skala Nonius x
skala terkecil mikrometer sekrup) = Skala Utama + (Skala Nonius yang berimpit x
0,01 mm) Adapun langkah-langkah yang dapat dilakukan dalam perawatan mikrometer
sekrup adalah sebagai berikut :
·
Setelah
digunakan permukaan pengukuran dan bagian-bagian lainnya dibersihkan dengan
menggunakan bahan anti korosi. Bagian-bagian yang berulir harus dilumasi
secukupnya dengan oli yang berkualitas tinggi, misalnya oli yang dipergunakan
untuk jam/arloji.
·
Jika
tidak dipergunakan (sesudah pemakaina) mikrometer luar harus ditempatkan dalam
sebuah peti kayu. Mikrometer yang lebih besar harus digantungkan dengan
penunjang nya yang khusus (sadle shaped support).
·
Tempat
penyimpanan harus bebas dari getaran, sinar matahari langsung dan fluktuasi
temperatur.
·
Batang
ukur standar yang panjang harus ditempatkan dengan hati-hati supaya tidak
terjadi lenturan.
METODE KONVENSIONAL ALAT UKUR
1 METODE DIAMETER
Kebulatan
diukur dengan menggunakan mikrometer pada beberapa sudut yang berbeda disekitar
sumbu pusat dari benda kerja .Kebulatan dan diameter adalah dua karakter
geometris yang berbeda, meskipun demikin keduanya saling berkaitan.
Ketidakbulatan akan mempengaruhi hasil pengukuran diameter, sebaliknya
pengukuran diameter tidak selalu akan menunjukan ketidak bulatan.Sebagai
contoh, penampang poros dengan dua tonjolan beraturan (elips) akan dapat
diketahui ketidakbulatannya bila diukur dengan dua sensor dengan posisi
bertolak belakang (1800) misalnya dengan mikrometer.Namun, mikrometer tidak
akan mampu menunjukkan ketidakbulatan bila digunakan untuk mengukur diameter
penampang poros dengan jumlah tonjolan beraturan yang ganjil (3,5,7 dst).

 |
2 Metode radius
Benda kerja di
jepit pada sumbu pusatnya dan di rotasikan , sebuah Dial indikator akan
mengukur penempatan jari-jari sebuah bagian silang pada interval siku-siku
spesifik.Kebulatan ditentukan sebagai perbedaan antara pembacaan indicator

3 Metode 3 point
Pengukuran
kebulatan menggunakan metode 3 point, membutuhkan V-block, sebuah saddel gage
atau tripod gage seperti di tujukan pada gambar berikut (a) benda kerja di
dukung pada dua point dengan v block. Dial indicator menyentuh benda kerja pada
dua bidang sudut terbentuk oleh dua wadah dari bentuk v block .Benda kerja
dirotasikan dan kebulatan di tentukan sebagai perbedaan maksimum antara
pembacaan indicator. (b) Saddle gage di gunakan untuk mengukur besarnya
diameter benda kerja dan (c) tripod gage di gunakan untuk diameter dalam.
Bagaimana pun ketepatan pengukuran dengan metode 3 point tergantung dari sudut
v block dan bentuk profil benda kerja.

Berdasarkan putaran maka alat ukur
kebulatan (roundness tester) dapat diklasifikasikan:

Jenis dengan sensor putar :
Ø Spindel (poros utama) yang berputar
hanya menerima beban yang ringan dan tetap. Dengan demikian ketelitian yang
tinggi bisa dicapai dengan membuat konstruksi yang cukup ringan.
Ø
Meja
untuk meletakkan benda ukur tidak mempengaruhi sistem pengukuran. Benda ukur
yang besar dan panjang tidak merupakan persoalan.
Jenis dengan meja putar :
Ø Karena sensor tidak berputar, maka
berbagai pengukuran dengan kebulatan dapat dilaksanakan, misalnya konsentris,
kelurusan, kesejajaran, dan ketegaklurusan.
Ø Pengukuran kelurusan bisa dilakukan
dengan menambahkan peralatan untuk menggerakkan sensor dalam arah transversal
(vertikal) tanpa harus mengubah posisi spindel.
Ø Berat benda ukur terbatas, karena
keterbatasan kemampuan spindel untuk menahan beban. Penyimpangan letak titik
berat ukur relatif terhadap sumbu putar dibatasi.
Ø Alat pengatur posisi dan kemiringan benda ukur terletak pada meja. Oleh sebab itu, pengaturan secara cermat supaya sumbu objek ukur berimpit dengan sumbu putar, hanya mungkin dilakukan sewaktu meja dalam keadaan tak berputar.

Beberapa hal mengenai komponen utama
alat ukur kebulatan adalah sebagai berikut :
a. Spindel merupakan komponen terpenting,
dimana ketelitian putaran harus dijaga setinggi mungkin (merupakan satu –
satunya sumbu referensi ). Oleh sebab itu perencanaan bantalan spindel
merupakan kunci dari keberhasilan alat ukur. Berbagai jenis bntalan dapat
dipilih, antara lain: bantalan kering, bantalan peluru, bantalan hidrodinamik,
bantalan udara , dan bantalan hidrostatik.
b. Sensor merupakan berupa batang dengan
jarum dari Tungsten Carbide. Geometri ujung jarum dibuat berbentuk tumbereng
(sektor lingkaran) dengan tebal dan jari – jari tertentu (6 mm). Ujung jarum
sengaja tidak dibuat berbentuk bola dengan diameter kecil untuk menghindari
jarum mengikuti profil kekasaran permukaan.
c. Pengubah alat ukur umumnya menggunakan
prinsip transformator (kumparan sekunder dan primer) dengan perubahan
induktansi, yaitu perubahan posisi inti akibat perubahan posisi batang sensor
melalui suatu mekanisme khusus
d.
Pencatat
digunakan untuk menghindari gesekan antara pena pencatat dengan kertas serta
untuk mempertipis garis, grafik dibuat pada kertas elektro sensitif. Selama
pembuatan grafik berlangsung, pena yang di beri muatan listrik akan memancarkan
bunga api sehingga menimbulkan bekas pada kertas elektrosensitif .
e. Sentering dan leveling, dimana sumbu putaran
merupakan satu – satunya sumbu referensi. Oleh sebab itu, penempatan benda ukur
relatif terhadap sumbu putar harus dapat diatur dengan cermat dan teliti.
f.
Pengukuran
kelurusan dan berbagai kesalahan bentuk, sensor alat ukur harus dapat
dinaikkan/diturunkan guna memeriksa kebulatan pada beberapa ketinggian sesuai
dengan lokasi objek ukur. Hal ini memerlukan tiang dengan landasan luncur tegak
lurus dan sejajar dengan sumbu putar.
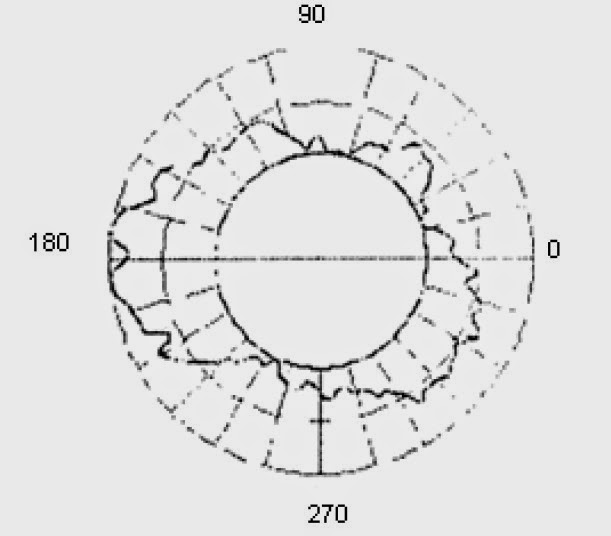
MAKNA GRAFIK DAN PARAMETER KEBULATAN
Untuk lebih memahami analisis kebulatan,
terlebih dahulu perlu dijelaskan pengertian mengenai grafik hasil pengukuran
(profil kebulatan) sebagai berikut;
1
Profil
Kebulatan bukanlah merupakan pembesaran penampang.
Supaya dapat melihat kesalahan bentuk,
perlu adanya pembesaran.Sebagai contoh, suatu tonjoalan pada permukaaan
setinggi 2 μm supaya menjadi setinggi 2 mm pada kertas grafik diperlukan
pembesaran 1000x.
2
Efek
Pembesaran terhadap bentuk profil kebulatan.
Untuk benda ukur yang sama, profilo
kebulatan akan kelihatan berubah bentuknya apabila digunakan pembesaran yang
berlainan.
3
Posisi
pembuatan grafik dapat ditentukan sekehendak.
Profil kebulatan dari suatu benda ukur
dapat diatur sehingga menempati daerah di dekata atau jauh dari titik pusat
grafik. Hasil yang diperoleh tidak akan mempengaruhi analisis kebulatan, dimana
jarak radial antara dua lingkaran konsentris adalah sama bagi profil kebulatan
didekat pusat grafik maupun yang didekat tepi grafik.
4
Adanya
hubungan sudut posisi antara benda ukur dan profil kebulatan.
Benda ukur dan grafik polar berputar
debngan kecepatan sama. Dengan demikian posisi sudut relatif antara tonjolan
pada benda ukur akan tetap sama pada profil kebulatan.
5
Efek
kesalahan sentering
Jikalau sumbu objek ukur dapat dibuat
beimpit dengan sumbu putar, profil kebulatannnya akan mempunyai titik tengah
yang bersatu dengan titik tengah grafik. Benda ukur dengan kebulatan ideal,
akan mempunyai profil lingkaran sempurna.
ALAT BANTU DALAM PENGUKURAN KEBULATAN

Referensi Pengukuran Kebulatan
Ada empat cara perhitungan
penyimpangan terhadap kebulatn lingkaran referensi yaitu :
1.
Least
Squeares Circles (LSC)
Adalah metoda yang paling umum
digunakan. Luas daerah yang tertutup oleh profil sama dengan luas daerah yang
berada pada luar.

2. Minimum Circumsribed Circle (MCC)
Adalah metoda yang digunakan untuk
menghitung lingkaran standar dengan jari jari minimum yang menutupi profile
data.

3.
Minimum
Inscribed Circle (MIC)
Metoda ini menghitung lingkaran
standar dengan jari jari maksimum yang ditutupi oleh profile data.
4.
Minimum
Zone Circle (MZC)
Metoda ini menghitung dua lingkaran
konsentrik yang menutupi profile data seperti pemisah arah minimum.









